
Вытяжная заклепка 6,4х10 нерж/нерж с бортиком — купить на ANKERA.RU
2378172
-
нет в наличии
- Выставление счета
- Онлайн оплата
- Самовывоз
- Доставка по Москве и Московской области
- Доставка до транспортной компании - бесплатно
- Описание
- Характеристики
- Отзывы
Вытяжная заклепка нерж.сталь 6,4х10 со стандартным бортиком
Когда доступ к обратной стороне соединения невозможен, а сварка деформирует тонкий металл, выручает вытяжная заклепка нерж.сталь/нерж.сталь 6,4х10 — она формирует неразъемное соединение за секунды без специального оборудования. Коррозионная стойкость стали А2 и стандартный бортик обеспечивают надёжность узла даже во влажной среде и при вибрационных нагрузках.
Что такое вытяжная заклепка 6,4х10 из нержавейки и где она критична
Когда монтажник работает с вентфасадом или кровельным листом, доступ часто есть только с одной стороны — болт с гайкой не установить, сварка деформирует тонкий металл. Здесь выручает вытяжная заклепка нерж.сталь/нерж.сталь 6,4х10: она формирует неразъемное соединение за секунды, без сварки и необходимости доступа с обратной стороны. Заклепка со стандартным бортиком удерживает листы от продавливания при затяжке, а корпус из материала нержавеющая сталь А2 обеспечивает коррозионная стойкость даже в условиях повышенной влажности, солёного воздуха или химических испарений. Такие вытяжная заклепка востребованы там, где важны долговечность и надёжность: от морских контейнеров и яхтенного оборудования до пищевого производства, медицинских стоек и уличных рекламных конструкций. Размер 6,4 мм по номинальному диаметру гильзы выдерживает нагрузку на срез до 2,8 кН, а длина 10 мм позволяет работать с пакетом толщиной 4–6 мм с запасом на формирование замыкающей головки. Ошибиться с подбором нельзя: слишком короткая гильза не расклепается полностью, слишком длинная — не обеспечит плотный прижим и оставит люфт, что снижает несущую способность узла. Поэтому перед закупкой стоит свериться с таблицей диапазонов зажима по стандарту DIN 7337 и уточнить тип стали под конкретные условия эксплуатации — это сэкономит время на переделках и гарантированно продлит срок службы соединения.
Расшифровка маркировки: что означают цифры 6,4х10, А2/А2 и «стандартный бортик»
-
Геометрия изделия. Маркировка заклепка 6,4х10 указывает на номинальный диаметр 6,4 мм. Под него сверлят отверстие диаметром 6,5–6,6 мм для свободного ввода гильзы до начала затяжки. Вторая цифра задаёт длину заклепки, которая при монтаже должна превышать суммарную толщину пакета на 2–3 мм для корректного формирования замыкающей головки. Длина гильзы напрямую определяет рабочий диапазон зажима 5–7 мм, поэтому отклонение в ±1 мм от расчётного значения ведёт к образованию люфта или невозможности полного обрыва стержня.
-
Химический состав и стандарт. Разбираясь, что означает маркировка А2/А2 на заклепке, учитывают, что корпус и стержень изготовлены из единого сплава: аустенитная сталь AISI 304. Это полностью соответствует требованиям международного стандарта DIN 7337 и исключает возникновение гальванической пары. Форма головки у таких деталей полукруглая низкая, обеспечивающая равномерное распределение давления. Конструкция выдерживает циклические нагрузки без растрескивания при эксплуатации в диапазоне от −40 °C до +80 °C и совместима с ручными заклёпочниками усилием до 1500 кгс.
-
Конструкция опорной зоны. Стандартный бортик представляет собой кольцевой выступ диаметром 11–12 мм, работающий как интегрированная прижимная шайба. Он увеличивает площадь контакта и фиксирует узел от смещения при вибрациях. При установке диаметр гильзы увеличивается до 9,8 мм, создавая плотный прижим к поверхности. Если материал сердечника окажется твёрже корпуса, стержень оторвётся до достижения проектного усилия сжатия, поэтому на производстве строго контролируют соотношение пластичности и предел текучести металлов. Контроль качества выполняют измерением высоты сформированной головки штангенциркулем.
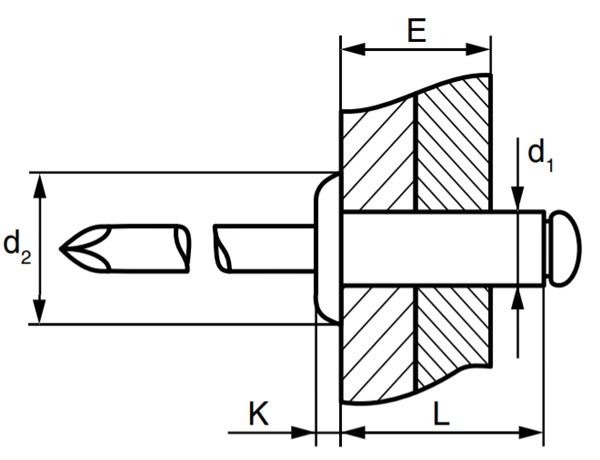
Таблица размеров и параметров установки для 6,4х10: диаметр, отверстие, диапазон зажима
Точные заклепка 6,4х10 размеры по стандарту DIN 7337 позволяют избежать ошибок при подготовке отверстий и расчёте толщины пакета. Соблюдение допусков критично: отклонение диаметра более 0,2 мм ведёт к люфту или заклиниванию гильзы. Ниже приведены ключевые параметры для монтажа.
| Параметр | Значение | Примечание |
|---|---|---|
| Номинальный диаметр (dn) | 6,4 мм | Диаметр гильзы до установки |
| Диаметр отверстия (d1) | 6,6 мм | Допуск +0,1/−0,0 мм для свободного ввода |
| Диаметр головки (d2) | 11,0–12,0 мм | Стандартный бортик, распределение нагрузки |
| Длина гильзы | 10,0 мм | Измеряется без учёта головки |
| Диапазон зажима (grip range) | 4,0–6,0 мм | Оптимальная толщина соединяемых материалов |
| Минимальная толщина пакета | 3,5 мм | При меньшем значении головка не сформируется |
| Максимальная толщина пакета | 6,5 мм | Превышение ведёт к неполному обрыву стержня |
| Материал корпуса/стержня | А2/А2 | Аустенитная нержавеющая сталь, одинаковый сплав |
Отвечая на вопрос, какой толщины материал можно соединить заклепкой 6,4х10: рабочий диапазон зажима составляет 4–6 мм, что покрывает большинство задач по креплению листового металла, профнастила или композитных панелей. Если толщина соединяемых материалов выходит за эти пределы, выбирают соседний размер по длине — 8 мм или 12 мм. Диаметр отверстия 6,6 мм обеспечивает корректную установку без перекоса, а соответствие стандарту DIN 7337 гарантирует совместимость с серийным инструментом и предсказуемое усилие вытяжки до 1,8 кН.
Алгоритм подбора длины заклепки под толщину пакета: формула + 3 примера расчёта
-
Базовая методика и правило выступа. Чтобы понять, как рассчитать длину заклепки по толщине материала, применяют стандартную формула расчёта: L = T + R, где L — длина гильзы, T — суммарная толщина скрепляемых деталей, R — запас на формирование головки. На производстве действует правило 1,5-2 мм: стержень должен выступать из собранного узла именно на эту величину до сжатия клещей. Если отступить от допуска, геометрия замыкающей части исказится, и соединение не наберёт паспортную прочность. Точный расчет длины заклепки начинается с измерения пакета штангенциркулем в трёх точках.
-
Пример для тонколистовой сборки. Допустим, толщина пакета равна 4,2 мм. Подставляем значение в уравнение: 4,2 + 2,0 = 6,2 мм. Ближайший серийный размер — 8 мм. Использование 10-мм крепежа здесь избыточно: после вытяжки хвостовик останется слишком длинным, что удлинит цикл сборки и повысит расход расходников. При монтаже стержень либо не оторвётся корректно, либо сформирует рыхлую головку с внутренними пустотами, снижающими сопротивление срезу на 15–20%.
-
Пример для среднего рабочего диапазона. Если толщина соединяемых материалов составляет 5,5 мм, требуемая длина гильзы составит 7,0–7,5 мм. В этой ситуации типоразмер 10 мм является оптимальным: металл полностью заполнит пространство, а выступ стержня останется в границах допуска. Подбор заклепки с отклонением в 1 мм вниз критичен: при реальной длине 4,8 мм инструмент упрётся в опорный бортик раньше времени, и узел останется незакреплённым. Контроль выполняют визуальной проверкой плотности прижима.
-
Пример для граничных значений и последствия короткого крепежа. При пакете 6,0 мм формула даёт 7,5–8,0 мм, что снова указывает на 10-мм изделие. Что будет, если заклепка слишком короткая? Хвостовик не сформирует вторую головку, а стержень просто вырвется без создания усилия осевого сжатия. Детали удерживаются только силой трения, что недопустимо для вибронагруженных фасадов и ёмкостей. В таких случаях переходят на длину 12 мм или меняют технологию соединения на сварку точечного типа.
Прочностные характеристики и сравнение А2/А4: когда нужна именно нержавейка
Для ответственных узлов, где важна коррозионная стойкость и стабильность механических свойств, заклепка нержавеющая А2 служит базовым выбором. Однако в агрессивная среда с хлоридами или кислотами требуется сплав с молибденом — А4. Сравнительные данные для размера 6,4 мм приведены ниже.
| Параметр | А2 (AISI 304) | А4 (AISI 316) |
|---|---|---|
| Предел прочности на срез | 210–240 МПа | 230–260 МПа |
| Усилие на вырыв для 6,4 мм | 2,8 кН | 3,1 кН |
| Коррозионная стойкость | Атмосфера, пресная вода | Морская вода, хлориды, кислоты |
| Рабочий диапазон температур | −40…+80 °C | −60…+120 °C |
| Рекомендованное применение | Фасадные системы, пищевое производство | Химическая промышленность, суда |
Отвечая на вопрос, чем отличается А2 от А4 в крепеже: ключевое различие — наличие молибдена (2–3%) в А4, который повышает предел прочности в условиях контакта с солями и кислотами. Для большинства задач, включая фасадные системы и пищевое производство, достаточно использовать нержавеющая сталь А2: она выдерживает нагрузка на срез до 240 МПа и обеспечивает надёжную силу на срез при стандартной эксплуатации. Где нельзя применять заклепки из А2? В зонах постоянного воздействия морской воды, бассейнов с хлорированием, химических производств с парами серной или соляной кислоты — здесь коррозионная стойкость А2 недостаточна, и узел потеряет герметичность за 6–12 месяцев. При выборе также учитывают, что нагрузка на вырыв у А4 выше на 10–12%, что критично для вибронагруженных конструкций. Если бюджет ограничен, а среда умеренная, заклепка нержавеющая А2 остаётся оптимальным балансом цены и долговечности.
Чек-лист монтажа: 7 шагов установки и 5 типичных ошибок, которые снижают прочность
✓ Подготовка отверстия: сверление диаметром 6,6 мм с последующей зенковкой кромок — удаление заусенцев обеспечивает плотное прилегание бортика и исключает перекос при сжатии.
✓ Ввод гильзы: установка заклепки в отверстие до упора, контроль положения: головка должна полностью перекрывать отверстие без зазоров более 0,2 мм.
✓ Фиксация инструмента: инструмент для заклепок позиционируется строго перпендикулярно поверхности — отклонение свыше 5° ведёт к неравномерной деформации гильзы.
✓ Приложение усилия: плавное сжатие рукоятей до характерного щелчка, перпендикулярное усилие должно распределяться равномерно, без рывков и боковых смещений.
✓ Контроль вытяжки: визуальная проверка формирования второй головки — она должна быть симметричной, высотой 1,5–2,0 мм, без трещин и недоформированных участков.
✓ Обрыв стержня: автоматическое отделение хвостовика при достижении паспортного усилия; если обрыв стержня происходит преждевременно, проверяют износ губок заклепочника.
✓ Финальная проверка: монтаж заклепок завершается тестом на плотность — детали не должны иметь люфта, а головка — проворачиваться при усилии 5–7 Н·м.
— Неперпендикулярное усилие: перекос инструмента деформирует бортик и снижает несущую способность узла на 25–30%, что критично для вибронагруженных конструкций.
— Отсутствие зенковки: заусенцы создают микрозазор, через который проникает влага — коррозия начинается уже через 3–4 месяца эксплуатации во влажной среде.
— Износ матрицы заклепочника: стёртые губки не развивают нужное усилие вытяжки, стержень отрывается до формирования головки — вопрос «почему отрывается стержень заклепки» часто связан именно с этим.
— Ошибки при установке длины: слишком короткая гильза не расклепывается, слишком длинная — оставляет люфт; оба случая снижают нагрузка на вырыв на 15–20%.
— Пропуск финального контроля: без проверки качества установки невозможно выявить скрытые дефекты; как проверить качество установки? — визуальный осмотр головки + тест на сдвиг пальцами с усилием 10–12 кгс.
Где применяют заклепки 6,4х10 А2/А2: от вентфасадов до пищевого оборудования
Применение вытяжных заклепок из нержавеющей стали охватывает задачи, где требуется долговечное неразъемное соединение в условиях переменной влажности и механических нагрузок. Можно ли использовать заклепки А2 на улице? Да, при отсутствии постоянного контакта с хлоридами и воздействия морской среды материал выдерживает 5–10 лет эксплуатации без потери прочности. Подходят ли для пищевой зоны? Нержавеющий крепеж соответствует санитарным нормам для оборудования с температурный диапазон до +80 °C.
Фасадные и кровельные системы
Заклепки для фасада фиксируют кассеты, откосы и доборные элементы к алюминиевой или оцинкованной подконструкции. Крепление листов толщиной 0,5–1,5 мм требует точного подбора длины: при пакете 4–6 мм размер 6,4х10 обеспечивает запас на формирование замыкающей головки без продавливания облицовки.
Влажная среда и циклические ветровые нагрузки не разрушают аустенитную структуру А2, если узел смонтирован с перпендикулярным усилием и без заусенцев в отверстии диаметром 6,6 мм. Регулярный визуальный контроль раз в 12–18 месяцев продлевает срок службы узла.
Вентиляция и кондиционирование
В сборке вентиляционные короба и воздуховоды из оцинковки или нержавейки применяют для герметичного соединения фланцев и патрубков. Неразъемное соединение исключает вибрационный люфт, который при работе вентилятора мощностью от 0,25 кВт быстро расшатывает резьбовой крепёж и нарушает герметичность трассы.
Температурный диапазон эксплуатации от −30 °C до +70 °C покрывает большинство климатических зон, а коррозионная стойкость защищает от конденсата внутри воздуховода даже при влажности до 95%. Техническое обслуживание сводится к визуальной проверке раз в квартал.
Пищевое и медицинское оборудование
Медицинские стойки, тележки и корпуса приборов собирают с применением заклёпок, которые выдерживают регулярную санитарную обработку дезинфектантами на основе хлора и спирта. Нержавеющий крепеж не выделяет ионов в контакте с пищевыми средами и сохраняет геометрию после 200+ циклов мойки при +60 °C.
Для зон с агрессивными моющими средствами рекомендуют переходить на марку А4, но в стандартных производственных цехах А2/А2 демонстрирует ресурс не менее 3–5 лет без замены и без следов точечной коррозии. Сертификация по ГОСТ Р 51232 подтверждает пригодность для пищевого контакта.
Три правила, которые спасут от брака при работе с заклепками 6,4х10
-
Точный расчет толщины пакета перед закупкой. Подбор заклепки начинается с измерения суммарного сечения заготовок штангенциркулем в трёх точках. Запас по длине должен составлять строго 1,5–2,0 мм сверх этого значения. Если гильза окажется короче нормы, стержень оторвётся до формирования замыкающей головки, а узел полностью утратит расчётную прочность. Соответствие стандарту DIN 7337 исключает непредсказуемые деформации при затяжке, экономя время на переборку.
-
Контроль качества отверстия и позиции инструмента. Монтаж заклепок требует сверления под 6,6 мм с обязательным снятием заусенцев зенковкой. Позиционирование губок строго перпендикулярно поверхности исключает перекос, который снижает сопротивление срезу на 25–30%. Вытяжная заклепка 6,4х10 работает корректно только при равномерном распределении давления по всей площади опорной зоны, что гарантирует герметичность шва при вибрациях.
-
Верификация геометрии после обрыва стержня. Финальный этап включает визуальную проверку высоты второй головки и плотности прижима листов. Стандартный бортик не должен оставлять зазоров, а сама деталь — люфтить при ручном воздействии. Проверьте три случайных узла на сдвиг усилием 12 кгс — отсутствие смещения подтвердит готовность партии к длительной эксплуатации без доработок.







