
Вытяжная заклепка 6х12 нерж/нерж с бортиком — купить на ANKERA.RU
2378172
-
нет в наличии
- Выставление счета
- Онлайн оплата
- Самовывоз
- Доставка по Москве и Московской области
- Доставка до транспортной компании - бесплатно
- Описание
- Характеристики
- Отзывы
Заклепка вытяжная из нержавейки 6х12 со стандартным бортиком
Обычный стальной крепёж во влажной среде теряет герметичность за 3–6 месяцев, требуя дорогостоящего ремонта. Вытяжная заклепка 6х12 из нержавеющей стали создаёт неразъёмное соединение со сроком службы 15–20 лет без покраски и обслуживания. При условии точного подбора диаметра отверстия 6,2 мм и толщины пакета 6–12 мм монтаж занимает 10–15 секунд на точку без сварки и резьбы.
Зачем нужна заклепка 6х12 из нержавейки и где её применяют
Назначение вытяжных заклепок
Когда конструкция эксплуатируется под дождём, в морской воде или на пищевом производстве, обычный стальной крепёж начинает ржаветь за 3–6 месяцев, требуя замены и простоя оборудования. Вытяжная заклепка 6х12 нержавеющая решает эту проблему, создавая неразъемное соединение там, где доступ возможен только с одной стороны — типичная ситуация при монтаже вентфасадов, кузовных элементов, технологических кожухов или рекламных конструкций. Стандартный бортик обеспечивает равномерное прижатие деталей без повреждения поверхности, а диаметр отверстия 6,2 мм допускает небольшие монтажные погрешности без потери фиксации и герметичности узла.
Преимущества нержавейки в крепеже
Аустенитная сталь А2 сохраняет механические свойства при температурах от −200 до +400 °C и выдерживает контакт с большинством агрессивных сред, включая слабые кислоты, щёлочи и солёную воду. Заклепка вытяжная нерж.сталь/нерж.сталь 6х12 подходит для толщины пакета до 12 мм, что покрывает задачи от сборки алюминиевых профилей и композитных панелей до монтажа нержавеющих резервуаров и пищевых линий. Коррозионная стойкость материала исключает необходимость покраски или дополнительной защиты — соединение остаётся надёжным на протяжении 15–20 лет эксплуатации без обслуживания. При этом монтаж не требует сварки, пайки или резьбового инструмента: достаточно ручного или пневматического заклепочника и 10–15 секунд на одну точку крепления, что ускоряет сборку в 2–3 раза по сравнению с винтовыми соединениями. Именно поэтому такой крепёж выбирают для объектов с повышенными требованиями к долговечности и эстетике внешнего вида.
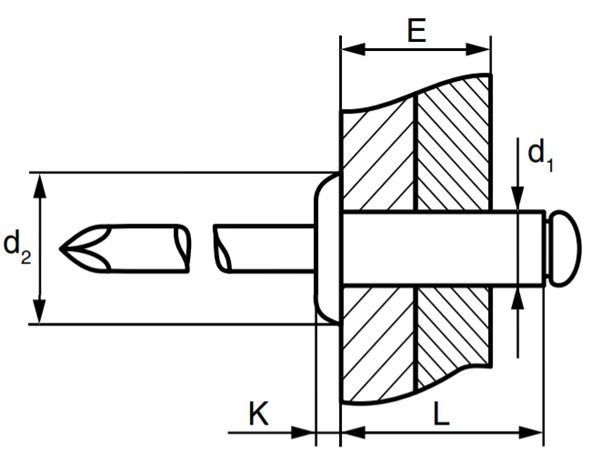
Технические характеристики заклепки 6х12: размеры, стандарты, параметры установки
Для корректного подбора крепежа под конкретную задачу инженеры опираются на стандартизированные параметры. Заклепка 6х12 со стандартным бортиком изготавливается в соответствии с ГОСТ Р ИСО 15983 и европейским DIN 7337 — эти документы полностью гармонизированы, что обеспечивает взаимозаменяемость импортных и отечественных изделий. Ниже приведены ключевые характеристики, определяющие совместимость с материалами и несущую способность узла.
| Параметр | Значение / Диапазон | Примечание |
|---|---|---|
| Номинальный диаметр гильзы | 6 мм | определяет нагрузку на срез и вырыв |
| Диаметр отверстия | 6,2 мм | допуск +0,2 мм компенсирует погрешности сверления |
| Длина заклепки | 12 мм | измеряется от опорной поверхности бортика до торца |
| Диапазон захвата (толщина пакета материалов) | 6–12 мм | минимальная толщина — половина длины гильзы |
| Высота бортика | ~1,2 мм | стандартный тип обеспечивает равномерное прижатие |
| Материал корпуса | нержавеющая сталь А2 | аустенитная структура, немагнитная |
| Нагрузка на срез | ~6,5 кН | для стали А2, испытано по ISO 14589 |
| Нагрузка на вырыв | ~8,8 кН | при установке в материал толщиной ≥1,5 мм |
| Стандарт | DIN 7337 / ГОСТ Р ИСО 15983 | взаимозаменяемы, сертификация обязательна |
При подборе оснастки важно учитывать, что диаметр отверстия 6,2 мм требует сверла с допуском H12 — это исключает заклинивание гильзы при протяжке и предотвращает люфт после формирования замыкающей головки. Толщина пакета материалов должна строго укладываться в диапазон захвата: если скрепляемые детали тоньше 6 мм, заклепка не сформирует надёжную головку; если толще 12 мм — гильза не заполнит отверстие полностью, что снизит нагрузку на вырыв на 30–40%. Нержавеющая сталь А2 сохраняет расчётные механические свойства при температурах от −200 до +400 °C, однако при работе с высоконагруженными узлами рекомендуется проводить контрольные испытания соединения на срез и отрыв в условиях, максимально приближенных к эксплуатационным.
Материал и коррозионная стойкость: почему А2, а не А4 или алюминий
Свойства стали А2
Заклепка нержавейка А2 изготавливается из аустенитной стали марки 1.4301 (Х18Н9), которая содержит 18% хрома и 8–10% никеля. Эта аустенитная структура обеспечивает немагнитность материала и стабильность механических свойств в диапазоне температур от −200 до +400 °C. Коррозионная стойкость такого сплава достаточна для большинства задач: фасадные системы, вентиляционные короба, пищевое оборудование внутри помещений выдерживают эксплуатацию без следов ржавчины 15–20 лет. Нержавеющая сталь для заклепок этой марки проходит контроль по ISO 3506-1, что гарантирует предел прочности на разрыв не менее 500 МПа.
Когда выбирать А4
Основное отличие заклепки А2 от А4 заключается в содержании молибдена: марка А4 (1.4401) включает 2–3% Mo, что повышает устойчивость к хлоридам и кислотам. Если конструкция работает в непосредственной близости к морю, контактирует с солёной водой, реагентами или агрессивной средой химического производства — выбор падает на А4. Для пищевого оборудования с регулярной мойкой хлорсодержащими дезинфекторами, а также для фасадных систем в приморских городах с солёным туманом, А4 снижает риск точечной коррозии на 60–70% по сравнению с А2. Однако в обычной влажной среде без хлоридов переплата за А4 не даёт инженерного преимущества: коррозионная стойкость А2 полностью покрывает такие условия.
Риски гальванической пары
При соединении разнородных металлов возникает гальваническая коррозия: если заклепка из нержавейки контактирует с алюминиевым профилем или оцинкованной сталью в присутствии электролита (вода, конденсат), менее благородный металл разрушается ускоренно. Скорость коррозии алюминия в такой паре может достигать 0,1–0,3 мм/год, что за 3–5 лет приводит к потере герметичности узла. Чтобы исключить этот риск, применяют изолирующие прокладки из ПВХ или эпоксидных шайб, либо подбирают крепёж из материала, близкого по электрохимическому потенциалу к основному металлу конструкции. Для пищевое оборудование это требование закреплено в СанПиН 2.3/2.4.3590-20, где регламентирована совместимость материалов, контактирующих с продукцией.
Ошибки при подборе и монтаже: что снижает надёжность соединения
— Подберите диаметр сверла под заклепку строго 6,2 мм: неправильный диаметр отверстия на +0,3 мм увеличивает люфт и снижает нагрузку на срез на 25–30%, а зазор менее 0,1 мм затрудняет протяжку и провоцирует заклинивание мандрели.
— Проверьте, чтобы толщина пакета материалов укладывалась в диапазон захвата 6–12 мм: если детали тоньше 6 мм, заклепка не сформирует замыкающую головку; если толще — гильза не заполнит отверстие, и соединение потеряет до 40% несущей способности.
— Контролируйте усилие заклепочника: перетяжка приводит к деформация головки и растрескиванию бортика, особенно на тонколистовых материалах толщиной менее 1 мм — используйте инструмент с регулируемым ограничителем хода.
— Устраните заусенцы после сверления: острые кромки повреждают гильзу при установке и создают очаги коррозии, поэтому снимайте фаску 0,2–0,3 мм или используйте зенковку перед тем как установить вытяжную заклепку.
— Обеспечьте соосность отверстий: несоосность более 0,5 мм вызывает перекос гильзы, неравномерное распределение нагрузки и преждевременный выход узла из строя при вибрационных воздействиях.
— Избегайте повторной протяжки: если мандрель оборвался преждевременно, не пытайтесь дотянуть соединение — удалите бракованную заклепку и установите новую, так как повторное усилие деформирует уже сформированную головку.
— При работе с нержавейкой используйте смазку на инструменте: сухое трение увеличивает усилие заклепочника на 15–20%, что повышает риск поломки мандрели и неравномерного формирования головки.
Каждый пункт проверяйте перед серийной клепкой: тестовое соединение на образцах материала позволяет выявить ошибки и скорректировать параметры до начала основных работ. Именно соблюдение этих правил отвечает на вопрос, почему заклепка не держит: в 9 из 10 случаев причина — нарушение геометрии отверстия или выход за пределы диапазона захвата, а не дефект самого крепежа.
Расчёт нагрузки и прочность: цифры вместо общих фраз
Прочность на срез
Нагрузка на срез заклепки определяется площадью поперечного сечения гильзы и пределом прочности материала. Для изделия из нержавеющей стали А2 диаметром 6 мм расчётное значение составляет 6,5 кН — этот показатель подтверждён механические испытания по методике ISO 14589. При проектировании узла важно закладывать коэффициент запаса 1,5–2,0, особенно если соединение работает под динамические нагрузки или в условиях вибрация. Это снижает допустимую рабочую нагрузку до 3,2–4,3 кН, но гарантирует отсутствие пластической деформации при пиковых воздействиях.
Прочность на вырыв
Усилие на вырыв зависит не только от материала заклепки, но и от толщины и прочности основного металла. Для заклепки 6х12, установленной в сталь толщиной ≥1,5 мм, нагрузка на вырыв 8,85 кН достигается за счёт формирования крупной замыкающей головки диаметром 10–11 мм. Если же монтаж производится в материал тоньше 1 мм или с низкой плотностью (алюминий, композит), несущая способность падает на 35–50%. Поэтому ответ на вопрос, какая нагрузка выдерживает заклепка 6х12, всегда требует уточнения параметров скрепляемых деталей и условий эксплуатации.
Факторы снижения несущей способности
Даже при корректном подборе крепежа реальные показатели могут отличаться от лабораторных. Несоосность отверстий более 0,5 мм, наличие заусенцев или повторная протяжка деформируют гильзу и снижают предел прочности на 20–30%. Вибрация и циклические нагрузки ускоряют усталостное разрушение: при частоте 10–50 Гц ресурс соединения сокращается до 50–70% от статического расчёта. Для ответственных узлов рекомендуется проводить контрольные механические испытания на образцах, имитирующих реальные условия монтажа, — это единственный способ верифицировать усилие на вырыв и нагрузку на срез заклепки перед запуском в серию.
Сводная таблица: материал заклепки → среда применения → рекомендуемый стандарт
Для упрощения подбора крепежа под конкретные условия эксплуатации сведём основные параметры в единую таблицу. Она учитывает требования, которые регламентирует ГОСТ на вытяжные заклепки, а также международные стандарты заклепок нержавеющих, что позволяет избежать ошибок при замене импортных аналогов.
| Материал заклепки | Среда применения | Рекомендуемый стандарт | Тип исполнения |
|---|---|---|---|
| Нерж. сталь А2 (1.4301) | Внутренние помещения, фасадные системы, пищевая промышленность (без хлоридов), вентиляция | DIN 7337 / ГОСТ Р ИСО 15983 | стандартный бортик, открытый тип |
| Нерж. сталь А4 (1.4401) | Морская среда, судостроение, химическое производство, мойка хлорсодержащими средствами | DIN 7337 / ISO 15983 | стандартный бортик, открытый / закрытый тип |
| Алюминий AlMg5 | Лёгкие алюминиевые конструкции, электроизоляционные узлы, декоративная обшивка | ГОСТ Р ИСО 15979 | стандартный бортик, открытый тип |
| Сталь оцинкованная | Временные конструкции, сухие отапливаемые помещения, внутренняя отделка | DIN 7337 | стандартный бортик, открытый тип |
При выборе важно учитывать, что закрытый тип применяется для герметичных соединений: он предотвращает проникновение влаги и пыли внутрь гильзы, что критично для пищевого оборудования и наружных фасадных систем. Стандарты заклепок нержавеющих по ГОСТ Р ИСО 15979 дополнительно регламентируют требования к маркировке и упаковке, что упрощает контроль качества на входе. Для судостроения и объектов с повышенной вибрацией рекомендуется использовать изделия с увеличенной высотой бортика и проводить контрольные испытания на вырыв после монтажа.
Инструкция по установке: пошаговый алгоритм для заклепки 6х12
-
Подготовка оснастки. Чтобы точно знать, как установить вытяжную заклепку, начинают с выбора инструмента. Ответ на вопрос, какой инструмент нужен для заклепок 6 мм, однозначен: ручной, аккумуляторный или пневматический заклепочник со сменной насадкой 6,0 мм. Работа заклепочника требует предварительной проверки: губки должны смыкаться без заеданий, а возвратный механизм — полностью раскрываться после цикла. При объёмах свыше 50 точек в час применяют пневматику, сокращающую время операции до 2 секунд.
-
Подготовка отверстий. В деталях сверлят канал диаметром 6,2 мм с допуском H12, затем тщательно снимают заусенцы зенковкой или конусным сверлом. Чистая кромка исключает повреждение гильзы при монтаже и предотвращает заклинивание, которое снижает несущую способность узла на 20–25%. При толщине пакета более 8 мм рекомендуют использовать направляющие втулки для контроля соосности.
-
Позиционирование крепежа. Изделие необходимо аккуратно вставить в отверстие до плотного касания бортика с поверхностью металла. Насадка надевается на выступающий мандель, и инструмент фиксируется строго перпендикулярно плоскости. Смещение на 1–2° приводит к перекосу, неравномерному обжатию и последующему ослаблению соединения.
-
Протяжка и деформация. Выполняется плавный ход рычага или спуск курка, в процессе которого механизм должен вытянуть стержень на расчётную длину. Обратная головка создаёт надёжный упор, а гильза расширяется до диаметра 9–10 мм, герметично заполняя монтажный зазор. Чтобы корректно сформировать головку без дефектов, избегают рывков: резкое усилие провоцирует микротрещины в аустенитной структуре материала.
-
Контрольный отрыв. При достижении расчётного усилия происходит облом стержня по заводской калиброванной канавке. Остаток хвостовика не должен выступать над плоскостью более чем на 0,5 мм. Если отрыв случился раньше или мандрель застрял, соединение признаётся браком и требует обязательной переустановки новой единицы крепежа.
-
Финальная приёмка. Визуально проверяют плотность прилегания бортика и симметрию замыкающей части. Дополнительно замеряют усилие протяжки динамометрическим контролёром: отклонение от номинала более 5% указывает на износ матрицы или несоответствие партии. Для узлов, работающих под постоянная вибрация, выборочно проверяют 10% соединений на вырыв перед запуском серии.
Критерии выбора заклепки 6х12 из нержавейки для вашего проекта
Чтобы выбрать заклепку 6х12 без риска переделок, начинайте с замера: толщина скрепляемых материалов должна попадать в диапазон захвата 6–12 мм с запасом ±0,5 мм на технологические допуски. Диаметр отверстия под монтаж — строго 6,2 мм, иначе несущая способность соединения падает на 25–30% даже при идеальном качестве крепежа. Материал корпуса из аустенитной стали А2 обеспечивает коррозионная стойкость в большинстве сред, но для хлоридных нагрузок требуется А4 — разница в цене 15–20% окупается отсутствием замены узла в течение 10–15 лет.
Заклепка нержавейка применение находит в узлах с односторонним доступом, однако расчётная несущая способность 6,5 кН на срез реализуется только при соблюдении соосности и отсутствии заусенцев. Стандарт качества по ГОСТ Р ИСО 15983 или DIN 7337 — не формальность, а гарантия повторяемости механических свойств от партии к партии. Перед закупкой крупной партии запросите сертификат испытаний на вырыв и проведите контрольную клепку на образцах вашего материала: это занимает 15–20 минут, но исключает простой на объекте из-за брака. Какой параметр вы проверите первым: геометрию отверстия, маркировку стали или наличие сертификата — и почему именно он критичен для вашего проекта?







